写在前面:
据统计,仅我国就有1000多家生猪屠宰企业,年废水排放总量约3亿立方米,约占全国工业废水排放量的6%,且有不断增加的趋势。
这篇行业分析文章全面分析了某食品公司屠宰废水处理方案。 该文章由南京瑞杰特膜分离技术有限公司提交。该公司是一家自主研发的板式有机膜及水处理综合服务商。 其在屠宰废水处理领域的众多成功案例支持了本文的研究和分析。 如果您有兴趣,可以联系文末的公司。
日屠宰废水千吨
污水处理站概况
这家食品公司位于江苏南京。 主营业务为畜禽屠宰、鲜(冻)畜禽肉销售以及相关肉制品的生产、加工和销售。 年生产规模约100万头生猪、7万吨白肉、3.72万吨副产品。

本项目废水来源为生产车间产生的屠宰工艺废水,包括围栏冲洗、浸出、屠宰、副食品加工、车辆清洗用水、员工生活用水、食堂废水等。 园区污水处理站污水处理规模达1200吨/日。 所有废水均送厂区污水处理站处理,达标后通过附近沟渠排入河流。
省地省钱,高效稳定
瑞捷特MBR解决方案轻松胜出
食品企业用户在筛选生化工艺时需要考虑以下因素:
工艺选择应尽可能节省土地,减少企业建设投资
工艺选择应因地制宜,减少项目本身对自然环境的负面影响
工艺选择应选择性能稳定、效率高的水处理设备,最大限度地降本增效
工艺选择应尽可能简化设备运行流程,减少维护管理工作量
工艺选择应考虑设备质量和综合服务,避免系统运行风险
基于多方考虑,经过多种方案比较,用户最终选择了南京瑞杰特膜分离技术有限公司的MBR核心工艺技术及产品来完成新建污水处理站项目,最终实现:
出水水质达到《城镇污水处理厂污染物排放标准》(GB18918-2022)一级B标准
进水COD 2000mg/L 经过MBR处理后,出水降至50mg/L以下,生化系统处理COD至95%以上
氨氮大幅降低,生化环境改善,抗负荷冲击能力增强。
减少项目占地面积约30%,在更小的占地面积下提高处理能力和效果
与传统曝气相比,降低曝气能耗40%以上
维护简单的同时实现更长的膜使用寿命,保证系统稳定运行
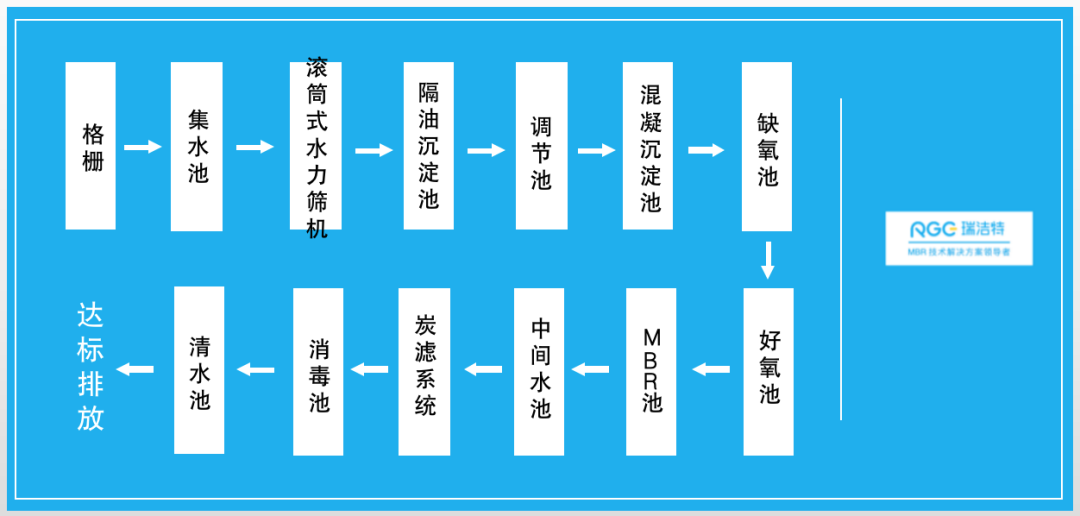
整个工艺流程及进出水数据如下:
用于屠宰和肉类加工业
提供“全方位”水处理解决方案
南京瑞杰特膜分离技术有限公司作为水处理领域的综合服务商,专注于膜生物反应器(MBR)核心模块的研发与制造。 拥有标准的MBR系列产品、成熟的水处理技术、专业的运行维护。 管理团队和完善的售后服务体系。
凭借“优秀”的MBR技术产品和丰富的行业经验,锐捷一直与多家屠宰和肉类加工企业密切合作,在行业中获得了良好的声誉。
截至目前,企业服务项目已覆盖32个省市,成功案例超过2000个。
如果您想了解更多关于瑞吉特生态“屠宰废水处理解决方案”的信息,可以点击下面的图片链接。